























































Đối với những thương hiệu mà lỗi đường may không phải là kết quả có thể chấp nhận được thì sự khác biệt giữa hai tình huống đó đáng được hiểu một cách chi tiết.
Tiêu chuẩn 27,12 MHz: Tại sao hàn RF lại nóng lên khác nhau
Sự khác biệt cốt lõi giữa hàn RF và liên kết nhiệt thông thường không chỉ là hiệu quả mà còn là hướng nhiệt truyền qua vật liệu.
Các phương pháp thông thường (thanh nóng, trục ép nóng, súng nhiệt) truyền năng lượng lên bề mặt vật liệu và dựa vào sự dẫn nhiệt để đưa bên trong về nhiệt độ liên kết. Đối với màng mỏng, điều này hoạt động đầy đủ. Đối với các loại vải nhiều lớp TPU dày và đặc được sử dụng trong các thiết bị chống nước cao cấp, điều này tạo ra một vấn đề thực tế: việc đưa bề mặt bên trong đến nhiệt độ nóng chảy cần có đủ thời gian lưu lại trên bề mặt để có nguy cơ bị cháy xém hoặc biến dạng lớp bên ngoài trước tiên. Khoảng cách giữa “không đủ” và “quá nhiều” thu hẹp lại khi độ dày vật liệu tăng lên.
Hàn RF bỏ qua điều này bằng cách tạo ra nhiệt từ bên trong vật liệu thay vì dẫn nhiệt vào bên trong. Thiết bị hàn RF chuyên nghiệp hoạt động ở tần số 27,12 MHz—băng tần vô tuyến ISM (công nghiệp, khoa học và y tế) được phân bổ cho loại thiết bị công nghiệp này. Ở tần số này, trường điện từ xen kẽ khiến các phân tử phân cực trong TPU cố gắng sắp xếp lại theo mỗi dao động: khoảng 27 triệu lần mỗi giây. Ma sát phân tử này tạo ra nhiệt đồng đều khắp vùng hàn, tại bề mặt nơi phản ứng tổng hợp cần diễn ra mà không phụ thuộc vào sự dẫn nhiệt từ bề mặt đến bên trong.
Dưới áp suất khí nén được áp dụng đồng thời, vật liệu ở giao diện nối đạt đến nhiệt độ nóng chảy và các lớp hợp nhất ở cấp độ phân tử. Khi trường bị loại bỏ và vật liệu nguội đi dưới áp suất duy trì, ranh giới ban đầu giữa hai tấm không còn tồn tại về mặt cấu trúc - vùng hàn đã trở thành một mảnh vật liệu liên tục. Trong thử nghiệm kéo phá hủy, vùng này thường vượt qua điểm hỏng của lớp vải nền xung quanh. Kết quả đó là tiêu chuẩn thực tế cho mối hàn RF được thực hiện đúng cách.
Hàn TPU có độ bền cao 840D: Biên độ sai sót hẹp hơn
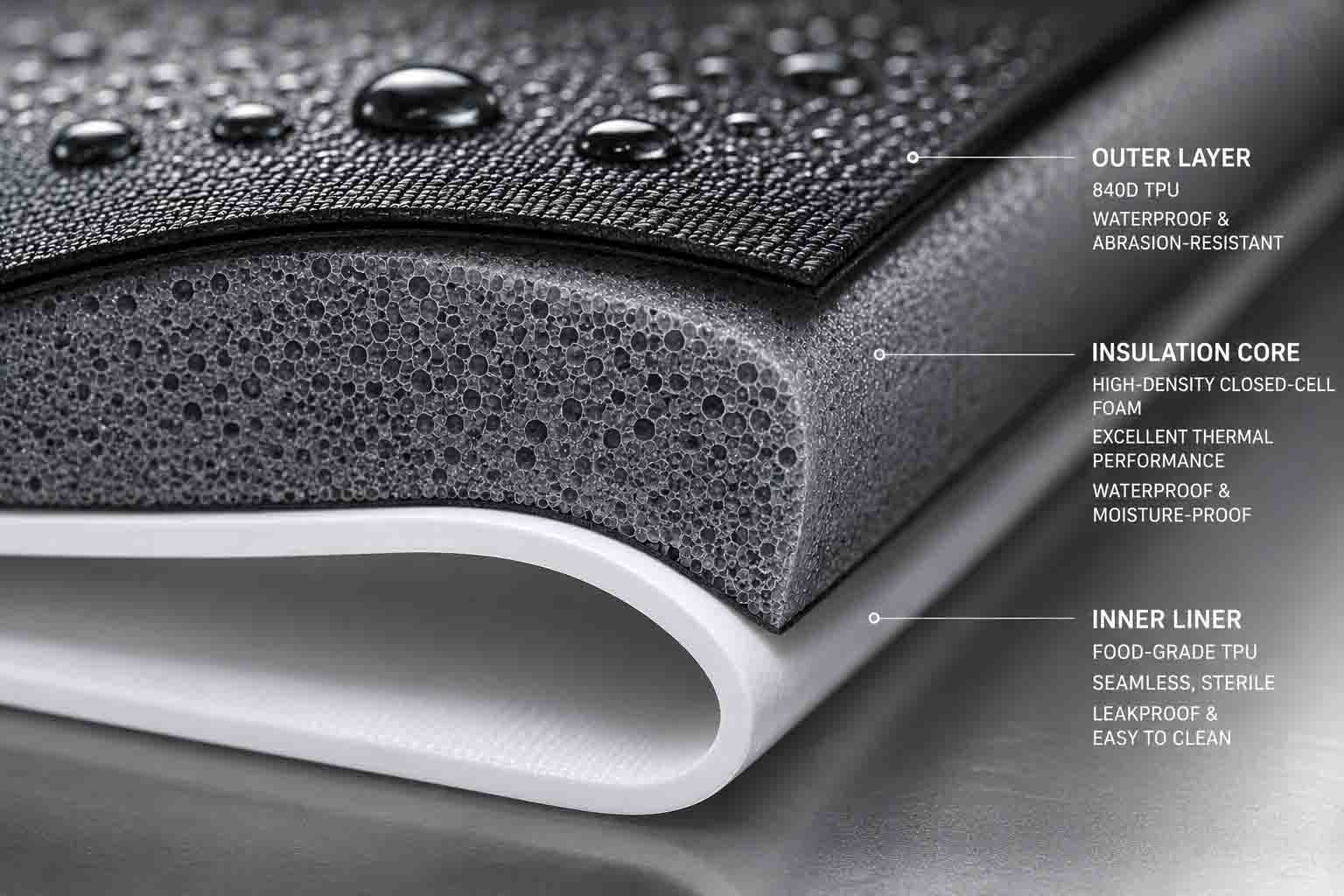
Hàn RF hoạt động trên nhiều loại nhựa nhiệt dẻo tương thích—PVC, PET, EVA, các loại vải phủ PU khác nhau. Đối với các ứng dụng ngoài trời chịu tải nặng đòi hỏi khả năng chống mài mòn liên tục và tính toàn vẹn của cấu trúc khi chịu tải, TPU có độ bền cao 840 denier là vật liệu chuẩn. Đây cũng là nơi đặt ra yêu cầu cao nhất về hiệu chuẩn quy trình.
Denier cao hơn có nghĩa là khối lượng vật liệu nhiều hơn ở vùng hàn, đòi hỏi nhiều năng lượng điện từ hơn để đưa đến nhiệt độ nhiệt hạch. Khó khăn là điều này không chỉ đơn giản có nghĩa là tăng sức mạnh. Khoảng thời gian vận hành—khoảng giữa năng lượng không đủ (phản ứng tổng hợp không hoàn toàn, mối hàn dễ bị rò rỉ) và năng lượng quá mức (cháy vật liệu, rào cản chống thấm nước bị tổn hại)—thu hẹp khi trọng lượng vải tăng lên. Cài đặt nguồn hoạt động tốt trên TPU 420D có thể tạo ra các điểm lạnh trên 840D trong cùng thời gian chu kỳ, trong khi cài đặt được hiệu chỉnh cho 840D có thể đốt cháy các vật liệu mỏng hơn trong cùng một sản phẩm.
Quản lý điều này đòi hỏi phải hiệu chuẩn cụ thể cho từng vật liệu. Khi 840D TPU đi vào dây chuyền sản xuất — cho dù là giới thiệu sản phẩm mới hay lô vật liệu mới từ cùng một nhà cung cấp — công suất RF, áp suất ép và thời gian chu kỳ cần phải được xác nhận dựa trên vật liệu cụ thể đó: chất phủ, trọng lượng lớp phủ TPU và công thức. Các thông số này thuộc về một SOP được ghi lại, được xác minh khi bắt đầu mỗi lần sản xuất. Một cơ sở áp dụng các cài đặt thống nhất cho tất cả trọng lượng vải sẽ không thực hiện được công việc này, bất kể khả năng được mô tả như thế nào.
Ba biến quy trình xác định tính nhất quán trong sản xuất
Một nguyên mẫu đã vượt qua quá trình kiểm tra áp suất cho thấy rằng mối hàn phù hợp có thể đạt được. Sản xuất nhất quán đòi hỏi phải kiểm soát các biến số xác định liệu nó có thể lặp lại theo số lượng hay không.
Độ chính xác của dụng cụ chết
Khuôn hàn—điện cực có hình dạng tiếp xúc với vật liệu và xác định hình dạng mối hàn—được gia công từ đồng thau hoặc nhôm theo kích thước theo yêu cầu của mẫu đường may cụ thể. Độ chính xác về kích thước của dụng cụ này không phải là mối quan tâm thứ yếu. Bề mặt khuôn không đồng đều tạo ra sự phân bổ áp suất không đồng đều trên vùng hàn, tạo ra nhiệt độ bên trong không đồng đều: các điểm lạnh nơi vật liệu không đạt đến nhiệt độ nóng chảy hoàn toàn và các điểm nóng nơi vật liệu quá nóng. Điểm lạnh trở thành điểm bắt đầu rò rỉ. Các điểm nóng trở thành vùng làm mỏng vật liệu làm ảnh hưởng đến tính nguyên vẹn của đường may về lâu dài.
Sự mài mòn của khuôn có tác dụng tương tự đối với khối lượng sản xuất. Các bề mặt tiếp xúc nằm trong giới hạn dung sai khi bắt đầu chiến dịch sản xuất sẽ dần dần vượt quá giới hạn cho phép. Hoạt động hàn RF có trách nhiệm theo dõi tình trạng khuôn và thay thế hoặc hiệu chỉnh lại dụng cụ trước khi tình trạng mài mòn ảnh hưởng đến chất lượng mối hàn—không phải sau khi quá trình kiểm tra QC bắt đầu cho thấy tỷ lệ hỏng hóc tăng cao.
Ứng dụng áp suất: Hai giai đoạn, hai chức năng khác nhau
Áp suất khí nén trong hàn RF phục vụ các chức năng riêng biệt trong giai đoạn hàn hoạt động và giai đoạn làm mát sau đó, và cả hai đều quan trọng.
Trong giai đoạn RF hoạt động, áp suất đảm bảo sự tiếp xúc chặt chẽ giữa các lớp vật liệu tại bề mặt mối hàn, cho phép các phân tử hòa trộn khi TPU đạt đến nhiệt độ nóng chảy. Trong giai đoạn làm mát sau khi năng lượng RF bị loại bỏ, áp suất sẽ giữ vùng hợp nhất ở đúng vị trí trong khi chuỗi polyme đông đặc lại. Việc giải phóng áp suất trước khi vùng hàn đủ nguội sẽ làm cho vật liệu vẫn còn mềm bị biến dạng - tạo ra liên kết yếu hơn và sự không nhất quán về kích thước ở các cạnh của vùng hàn trở thành điểm tập trung ứng suất khi sử dụng.
Giải phóng áp suất sớm là một trong những lối tắt quy trình phổ biến nhất khi hàn RF khối lượng lớn, trong đó áp lực thời gian của chu kỳ tạo ra động lực vận hành để nhanh chóng chuyển sang phần tiếp theo. Các mối hàn thu được thường vượt qua kiểm tra trực quan và thử nghiệm áp suất thấp ban đầu, sau đó cho thấy tỷ lệ hư hỏng tăng cao dưới tải trọng liên tục và chu trình uốn lặp đi lặp lại trên hiện trường.
Thời gian chu kỳ
Một chu trình hàn RF hoàn chỉnh diễn ra theo ba giai đoạn: ép trước (áp suất được áp dụng trước khi kích hoạt RF, cho phép vật liệu nằm chính xác trong khuôn), mối hàn hoạt động (bật năng lượng RF, xảy ra gia nhiệt phân tử và phản ứng tổng hợp) và làm mát dưới áp suất (tắt RF, đông đặc vùng hàn). Mỗi giai đoạn có khoảng thời gian tối ưu cụ thể tùy theo độ dày vật liệu, trọng lượng lớp phủ và hình dạng khuôn đang sử dụng.
Những thời gian này không chuyển đổi giữa các tài liệu. Một chu trình được phát triển cho một thông số kỹ thuật TPU cụ thể sẽ hàn thiếu vải nặng hơn và có nguy cơ hàn quá mức vật liệu nhẹ hơn được sử dụng ở nơi khác trong cùng một sản phẩm. Khi thông số kỹ thuật của vật liệu thay đổi giữa các lần sản xuất—bộ phủ khác nhau, trọng lượng lớp phủ khác nhau, lô nhà cung cấp khác nhau—các thông số chu trình yêu cầu xác nhận lại chứ không phải giả định về tính liên tục.
Kiểm tra áp suất thủy tĩnh 1,0 bar: Điều đó thực sự khẳng định điều gì
Kiểm tra đường nối trực quan xác định các khuyết tật ở cấp độ bề mặt: vết cháy có thể nhìn thấy, khoảng trống rõ ràng trong phạm vi mối hàn, biến dạng tổng chiều. Nó không xác định các vùng bên trong chưa được hợp nhất, các khoảng trống nhỏ ở bề mặt mối hàn hoặc các điểm lạnh tồn tại trong điều kiện môi trường xung quanh nhưng mở ra khi chịu tải. Đối với các sản phẩm chống thấm nước có công bố về mức áp suất, việc kiểm tra bằng mắt là sàn nhà chứ không phải trần nhà.
Thử nghiệm áp suất thủy tĩnh 1,0 Bar là tiêu chuẩn xác nhận cho các sản phẩm ngoài trời hàn RF nghiêm trọng. Một Bar tương ứng với áp suất thủy tĩnh của cột nước cao 10 mét—vượt xa đáng kể các điều kiện ngâm trong nước mà hầu hết các sản phẩm ngoài trời sẽ gặp phải khi sử dụng ngoài trời, đây chính là điều khiến đây trở thành một bài kiểm tra năng lực sản xuất có ý nghĩa.

Quy trình: các sản phẩm hoàn thiện được bơm căng đến áp suất bên trong 1,0 Bar và chìm trong nước hoặc giữ dưới áp suất trong một khoảng thời gian xác định. Điều kiện đạt là không phát ra bong bóng vi mô từ bất kỳ đường nối, vùng hàn hoặc điểm đóng nào. Một bong bóng duy nhất biểu thị một đường rò rỉ sẽ tiếp nhận nước khi sử dụng trên đồng ruộng bất kể quy mô. Không có sự vượt qua một phần nào được chấp nhận ở cấp độ kiểm tra này.
Những gì thử nghiệm xác nhận còn vượt xa việc liệu một thiết bị cụ thể có chịu được áp lực tại thời điểm thử nghiệm hay không. Một sản phẩm vượt qua 1,0 Bar đã xác nhận phản ứng tổng hợp phân tử hoàn toàn trên mọi vùng hàn, tiếp xúc khuôn chính xác trên hình dạng đường may hoàn chỉnh và làm mát đầy đủ trước khi giải phóng áp suất. Tỷ lệ đạt nhất quán trong suốt quá trình sản xuất là bằng chứng của việc kiểm soát quá trình—không phải sự biến đổi của từng đơn vị xảy ra theo xu hướng tích cực.
Tần suất kiểm tra cũng quan trọng như mức độ nghiêm trọng của kiểm tra. Thử nghiệm trên từng đơn vị trên các sản phẩm đường may quan trọng cung cấp phạm vi sản xuất hoàn chỉnh và phát hiện các lỗi riêng lẻ trước khi chúng xuất xưởng. Lấy mẫu hàng loạt mang lại độ tin cậy thống kê với chi phí thấp hơn nhưng cho phép vượt qua các lỗi riêng lẻ. Quy trình thích hợp phụ thuộc vào chi phí hạ nguồn của một lỗi đơn vị tại hiện trường—đối với các sản phẩm mà một rò rỉ tạo ra yêu cầu bảo hành và khả năng hiển thị thương hiệu, việc kiểm tra trên mỗi đơn vị là quan điểm hợp lý.
Đánh giá khả năng hàn RF: Các câu hỏi phân biệt độ chín của quy trình
Việc ngăn ngừa rò rỉ trong các sản phẩm chống thấm hàn bằng RF là kết quả kỹ thuật chứ không phải yêu cầu của nhà sản xuất. Các biến số của quy trình đã được xác định, các phương pháp kiểm soát được thiết lập và quy trình thử nghiệm xác nhận kết quả được xác định rõ ràng. Một nhà sản xuất có năng lực thực sự trong lĩnh vực này sẽ mô tả hoạt động của họ bằng những thuật ngữ cụ thể đó.
Các câu hỏi đáng đặt ra trong quá trình đánh giá nhà cung cấp là cụ thể:
Cài đặt nguồn RF và thời gian chu kỳ được ghi lại theo thông số kỹ thuật vật liệu như thế nào và điều gì kích hoạt xác nhận lại khi lô vật liệu thay đổi?
Tình trạng khuôn được giám sát như thế nào và dụng cụ được thay thế ở ngưỡng nào?
Thử nghiệm thủy tĩnh được tiến hành theo từng đơn vị hay bằng cách lấy mẫu theo mẻ và ở áp suất nào?
Họ có thể cung cấp hồ sơ thử nghiệm từ các đợt sản xuất gần đây của các sản phẩm tương đương không?
Đây không phải là những câu hỏi khó đối với một cơ sở thực sự kiểm soát các biến số này. Đây là những câu hỏi rất khó đối với một cơ sở vận hành thiết bị hàn RF mà không có quy trình kỷ luật đằng sau nó. Câu trả lời sẽ cho bạn biết bạn đang ở trong tình huống nào.